6 күчәрле түбән сиптерү MIG эретеп ябыштыру роботы диапазоны 1800 мм


-Робот кулы:
- Кою процессы, алюминий кул, җиңелрәк һәм сыгылмалырак
- Роботның эчке чыбыклары һәм терминаллары дөньякүләм танылган брендлар тарафыннан җитештерелә: DYEDEN, TAIYO, шул ук ABB һәм Fanuc.
- Контроллер, мотор һәм редукторның иң яхшы Кытай бренды.
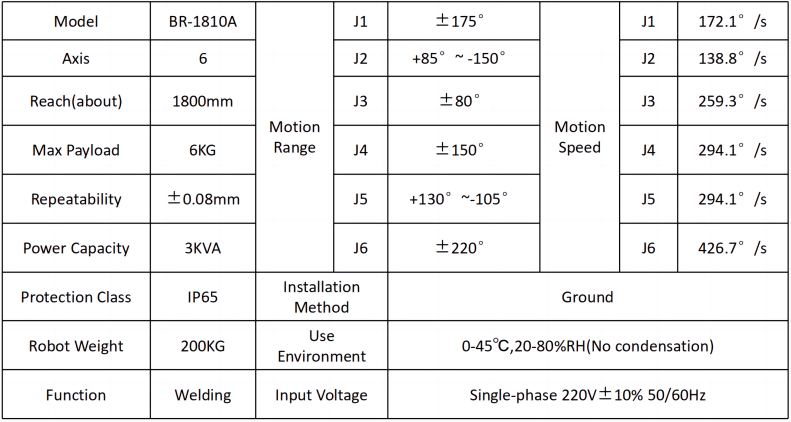
BR-1810 MIG эретеп ябыштыру роботы параметрлары түбәндәгечә күрсәтелгән:
-Эретеп ябыштыру машинасы: :Aotai NBC350RL
- Аның өч эретеп ябыштыру режимы бар: аз сиптерү, тиз нокталы эретеп ябыштыру һәм даими басым
- Ул 1 ~ 3 мм углеродлы корычны бик түбән сиптерү белән эретеп ябыштыра ала. Сиптерү күләме 60% ка кими;
- Җылылык керүе 10% ~ 20% ка кими, һәм юка пластиналарны эретеп ябыштыру җиңел контрольдә тотыла һәм деформация аз;
- Тулысынча цифрлы система тамчы күчүен төгәл контрольдә тота һәм өзлексез һәм тотрыклы эретеп ябыштыру сыйфатына ирешә;
- Йомшак коммутация инвертор технологиясе бөтен машинаның ышанычлылыгын арттыра һәм энергия һәм электр энергиясен экономияли ала;
- Тулысынча цифрлы югары төгәллекле чыбык белән тукландыруны контрольдә тоту системасы, кодлаучылы ике приводлы ике коллы тулысынча цифрлы идарә итү чыбык белән тукландыру җайланмасы, электр белән тәэмин итү көчәнеше һәм чыбык белән тукландыру каршылыгы кебек тышкы факторлар үзгәрсә дә, чыбык белән тукландыруның тотрыклылыгын тәэмин итә ала.
-Электр белән эретеп ябыштыру фонаре:
- Бик сизгер бәрелешкә каршы җайланма белән һава белән суытыла, фонарьның хезмәт итү вакытын шактый озайта
-Эртеп ябыштыру позиционеры һәм робот йөрү рельсы
- 1 күчәрле, 2 күчәрле һәм 3 күчәрле эретеп ябыштыру позиционерларын сайлау ихтыяри. Йөк күләме һәм эш өстәленең зурлыгы ихтыяҗга карап көйләнергә мөмкин.
- Робот йөрү өчен рельсны заказ бирүченең таләпләренә туры китереп ясап була. Озынлыгы 3/6/9/12М. Йөк күтәрүчәнлеге: 500/1000КГ.
- Машинага хезмәт күрсәтү гади һәм куллану җиңел, ә хезмәт итү вакыты 10 елдан артык.
Һәр детальгә игътибар итү JHY роботын яхшырак итә
Хәбәрегезне монда языгыз һәм безгә җибәрегез


